प्लेट प्रकार गर्मी एक्सचेंजर कैसे इकट्ठा करें
औद्योगिक प्लेट गर्मी एक्सचेंजर असाधारण थर्मल दक्षता का उदाहरण है और विभिन्न औद्योगिक, वाणिज्यिक और आवासीय सेटिंग्स में महत्वपूर्ण भूमिका निभाता है।उनकी कॉम्पैक्ट संरचना एक जटिल तंत्र को छिपाती है जो दो तरल पदार्थों के बीच महत्वपूर्ण गर्मी हस्तांतरण में सक्षम बनाता है।हालांकि, इस क्षमता को पूरी तरह से महसूस करने और महंगी गलतियों को रोकने के लिए, सावधानीपूर्वक विधानसभा और सटीक स्थापना आवश्यक है-ये इष्टतम थर्मल प्रदर्शन, स्थायित्व और ऑपरेशन में सुरक्षा प्राप्त करने के लिए महत्वपूर्ण कदम हैं।अपर्याप्त प्रक्रियाओं के परिणामस्वरूप दक्षता में कमी, प्रारंभिक घटक विफलता और संभावित खतरनाक लीक हो सकती है।यह गाइड विधानसभा और स्थापना के लिए सर्वोत्तम प्रथाओं की एक व्यापक परीक्षा प्रदान करता हैगस्केट प्लेट गर्मी एक्सचेंजरसुनिश्चित करें कि आपका सिस्टम शुरू से ही अधिकतम प्रभावशीलता पर काम करता है।
Plate Type Heat Exchanger के बारे में जानें
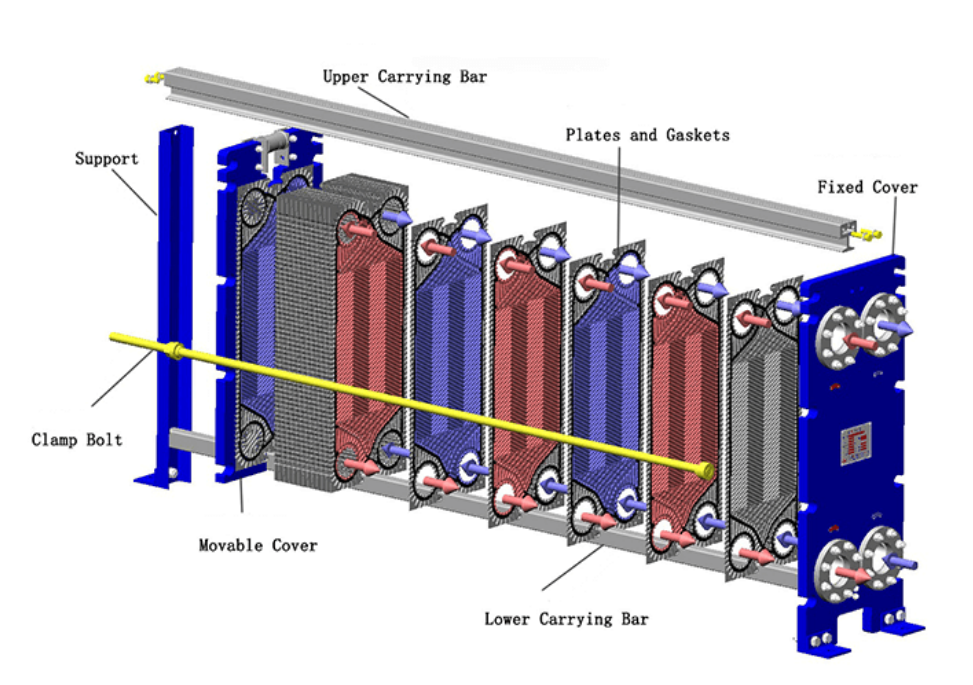
प्रक्रियाओं का पता लगाने से पहले, पीएचई को बनाने वाले घटकों की एक मौलिक समझ होना महत्वपूर्ण है।एक विशिष्ट गैस्केट पीएचई में शामिल हैंः
1.फ्रेम प्लेटः एक्सचेंजर का निश्चित अंत, आमतौर पर कुछ तरल कनेक्शन बंदरगाहों को शामिल करता है।यह संरचनात्मक एंकर प्रदान करता है।
2.दबाव प्लेट: लेबल एंड प्लेट जो फ्रेम प्लेट के खिलाफ प्लेट पैक को संपीड़ित करती है।इसमें कनेक्टिंग पोर्ट भी हो सकते हैं।
3.गर्मी हस्तांतरण प्लेटें: पतली,धातु प्लेटों को काटने (अक्सर स्टेनलेस स्टील, टाइटैनियम, या अन्य मिश्र धातु) विशिष्ट पैटर्न (सामान्य शेवरन पैटर्न की तरह) के साथ इंजीनियर किया गया है जो अशांति और गर्मी हस्तांतरण सतह क्षेत्र को अधिकतम करने के लिए है।ये गर्मी विनिमय प्रक्रिया का मूल है।
4.गैस्केट: प्लेटों पर ग्रोव में फिट किए गए एलेस्टोमेरिक सील।वे एक दोहरे उद्देश्य से काम करते हैं: बाहरी रिसाव को रोकने के लिए चैनलों को सील करना और दो तरल पदार्थों के प्रवाह को वैकल्पिक चैनलों में निर्देशित करना, आंतरिक मिश्रण को रोकना।उच्च गुणवत्ता वाले गस्केट महत्वपूर्ण हैं; ब्राउज़ विकल्पगैस्केट प्लेट गर्मी एक्सचेंजर.
5.ले जाने वाले बार: प्लेटों और दबाव प्लेट के वजन का समर्थन करने वाला एक ऊपरी बार, संरेखण सुनिश्चित करना।
6.गाइडिंग बार: एक निचला बार जो प्लेटों और दबाव प्लेटों के ऊर्ध्वाधर संरेखण को बनाए रखता है।
7.कसने के बोल्ट: लंबे बोल्ट का उपयोग फ्रेम प्लेट और दबाव प्लेट के बीच पूरे प्लेट पैक को एक विशिष्ट आयाम में संपीड़ित करने के लिए किया जाता है, जिससे एक उचित सील सुनिश्चित होता है।
8.समर्थन कॉलम: विशेष रूप से बड़ी इकाइयों पर ले जाने और गाइडिंग बारों के लिए संरचनात्मक समर्थन प्रदान करता है।
चरण-दर-चरण असेंबलिंग
इकट्ठा करना Aगस्केट पीएचचाहे नया हो या रखरखाव के बाद, विस्तार पर ध्यान देने की आवश्यकता है।इस चरण में तेजी भविष्य की समस्याओं का एक अक्सर कारण है।
1.तैयारी सबसे महत्वपूर्ण है:
स्वच्छता: सुनिश्चित करें कि सभी घटकों, विशेष रूप से गर्मी एक्सचेंजर प्लेटों और गैस्केट ग्रोव, मलबे, तेल, या पुराने चिपकने वाले अवशेष से निर्दोष रूप से साफ और मुक्त हैं।विधानसभा क्षेत्र भी साफ होना चाहिए।
निरीक्षणः डेंट, वारपिंग, या गस्केट ग्रोव को नुकसान के लिए प्रत्येक प्लेट का सावधानीपूर्वक निरीक्षण करें।दरारें, कठोरता, सूजन, या लोच के नुकसान के लिए गैस्केट की जांच करें।क्षतिग्रस्त घटकों को बदलना होगा।
उपकरणः आवश्यक उपकरणों को इकट्ठा करें: टॉर्क रिच, उपयुक्त स्पैनर / सॉकेट, मापने वाला टेप, नरम माल्ट (वैकल्पिक), गैस्केट चिपकने वाला (यदि लागू हो), बोल्ट के लिए लुब्रिकेंट, और व्यक्तिगत सुरक्षात्मक उपकरण (पीपीई) जैसे दस्ताने और सुरक्षा चश्मा।प्लेट किनारों तेज हो सकते हैं।
प्रलेखन: निर्माता के विधानसभा ड्राइंग और विनिर्देशों को आसानी से उपलब्ध रखें।इसमें महत्वपूर्ण लक्ष्य कड़े आयाम शामिल है।
2.फ्रेम और प्रारंभिक सेटअप:
सुरक्षा सबसे पहले: असेंबली शुरू करने से पहले, सुनिश्चित करें कि आप उचित पीपीई पहन रहे हैं, जिसमें मजबूत दस्ताने (प्लेट किनारों तेज हो सकते हैं) और सुरक्षा चश्मा शामिल हैं।संभालते समय वजन का ध्यान रखें।
फ्रेम प्लेट को सुरक्षित रूप से रखेंःसुनिश्चित करें कि ले जाने और गाइडिंग बार सही ढंग से संलग्न हैं और संरेखित हैं।
3.प्लेट पैक व्यवस्थाः
अभिविन्यास: यह सबसे गंभीर कदम है।तरंग प्लेटें आमतौर पर वैकल्पिक रूप से लटकाए जाने के लिए डिज़ाइन किए जाते हैं (पिछली प्लेट के सापेक्ष 180 डिग्री घुमाए गए)।इससे प्रवाह चैनल बन जाते हैं।पैटर्न पर ध्यान दें (जैसे,उच्च-थेटा बनाम कम-थेटा प्लेटें, यदि मिश्रण हो) और विधानसभा ड्राइंग के अनुसार सही अनुक्रम सुनिश्चित करें।एक गलत व्यवस्था बाइपिंग, कम प्रदर्शन या आंतरिक लीक की ओर जाता है।
गैकेट संरेखण: सुनिश्चित करें कि प्रत्येक गस्केट को अपने ग्रोव में सही ढंग से रखा गया है।क्लिप-ऑन या स्नैप-ऑन गैस्केट के लिए, सभी संलग्न बिंदुओं को सत्यापित करें।गोंड गैस्केट के लिए, गर्मी हस्तांतरण सतह पर अतिरिक्त गोंद के बिना उचित चिपचिपा सुनिश्चित करें या प्रवाह पथ में बाधा डालें।
लोडिंग प्लेटेंः ध्यान से प्लेटों को एक-एक करके ले जाने वाले बार पर लटका दें, यह सुनिश्चित करें कि वे सुचारू रूप से स्लाइड करें और गाइडिंग बार के माध्यम से नीचे सही ढंग से संरेखित करें।पहली प्लेट (स्टार्ट प्लेट) फ्रेम प्लेट के खिलाफ जाती है, इसके बाद वैकल्पिक अनुक्रम में प्रवाह प्लेटों के बाद, दबाव प्लेट से पहले अंतिम प्लेट (अंत प्लेट) के साथ समाप्त होता है।दृश्य रूप से प्लेट पैक के किनारे का निरीक्षण करें जब आप इसे बनाते हैं; एक सही विधानसभा अक्सर वैकल्पिक लहरों के कारण एक विशिष्ट "हनीकॉम" पैटर्न प्रदर्शित करती है।
4.गैस्केट इंस्टॉलेशन में अंतरः
क्लिप-ऑन / स्नैप-ऑनः इन्हें आमतौर पर स्थापित करना आसान होता है।संरेखित करेंप्लेट गर्मी एक्सचेंजर में गैस्केट सही ढंग से दबाएं और इसे दृढ़ता से खाई में दबाएं, यह सुनिश्चित करें कि सभी क्लिप या टैब सुरक्षित रूप से संलग्न हों।
ग्लूएड गैस्केटः स्वच्छ गस्केट नाली में निर्माता द्वारा अनुशंसित चिपकने के एक पतले, यहां तक कि मोती लागू करें।अधिक गोंद से बचें।गस्केट को सावधानीपूर्वक रखें, यह सुनिश्चित करें कि यह बिना खिंचाव के फ्लैट बैठता है।चिपकने वाले निर्माता द्वारा निर्दिष्ट पर्याप्त इलाज समय की अनुमति दें, संभावित रूप से प्रकाश संपीड़न के तहत (उदाहरण के लिए,ऊपर एक बोर्ड और वजन के साथ प्लेटों को स्टैकिंग करें)

5.संपीड़न और तंगनाः
स्थिति दबाव प्लेटः दबाव प्लेट को सलाखों के साथ स्लाइड करें जब तक कि यह प्लेट पैक से संपर्क न करे।
कसने वाले बोल्ट स्थापित करें: लुब्रिटेड कसने वाले बोल्ट को डालें।हाथों से नटों को फेंकना शुरू करें।
प्रणालीगत कड़ाई: यह प्लेटों को नुकसान पहुंचाने या दबाव प्लेट को झुकाव करने से बचने के लिए समान रूप से किया जाना चाहिए।बॉल्ट को एक धरा या "स्टार" पैटर्न में वृद्धिशील रूप से कसें (उदाहरण के लिए,ऊपर-बाएं, नीचे-दाएं, ऊपर-दाएं, नीचे-बाएं)फ्रेम प्लेट और दबाव प्लेट की आंतरिक सतहों के बीच की दूरी को मापकर एक टोकरी कुंजी का उपयोग करें या कसें।
अंतर को मापें: बॉल्टों को समान रूप से एक त्रिकोणीय (स्टार) पैटर्न में कसना जारी रखें जब तक कि निश्चित फ्रेम प्लेट और चलाने योग्य दबाव प्लेट के बीच का अंतर निर्माता के निर्दिष्ट मूल्य से मेल नहीं खाता (उदाहरण के लिए, x mm ± Y mm) ।फ्रेम के चारों ओर कई बिंदुओं पर इस अंतर को मापें, विशेष रूप से प्रत्येक बोल्ट के पास, यह सुनिश्चित करने के लिए कि प्लेट समानांतर और समान रूप से संपीड़ित रहें।सटीकता के लिए एक कैलिबरेटेड मापने के उपकरण का उपयोग करें, जैसे कि एक फीलर गेज या शासक।महत्वपूर्ण रूप से, अतिशयोक्ति न करें।अधिकतम संपीड़न से अधिक प्लेटों को विरूपित कर सकता है, कुचल गैस्केट, और विरोधाभास रूप से लीक का कारण बन सकता है।इसके विपरीत, कम कसने का परिणाम तत्काल लीक हो जाएगा।
6.अंतिम विधानसभा की जांच:
सत्यापित करें कि स्थिर फ्रेम प्लेट और चलती दबाव प्लेट के बीच का अंतर सही और समान है।
सही संरेखण के लिए फिर से प्लेट पैक किनारों का निरीक्षण करें।
जांचें कि सभी बॉल्ट ठीक से सुरक्षित हैं।
एक प्लेट गर्मी एक्सचेंजर कैसे स्थापित करें
एक बार इकट्ठे हुए,पीएचईव्यापक प्रणाली के भीतर उचित स्थापना की आवश्यकता है।
1.साइट की तैयारी:
फाउंडेशन: एक ठोस, स्तर नींव सुनिश्चित करें जो एक्सचेंजर के भरे हुए वजन का समर्थन करने में सक्षम हो।
क्लीयरेंस: ऑपरेशन, निरीक्षण और भविष्य के रखरखाव (जैसे प्लेट हटाने या सफाई) के लिए इकाई के चारों ओर पर्याप्त स्थान प्रदान करें।एक सामान्य नियम बोल्ट हटाने और प्लेट पैक पहुंच के लिए इकाई की लंबाई के बराबर खाली स्थान की अनुमति देना है।
पर्यावरणः यदि संभव हो तो इकाई को शारीरिक क्षति, अत्यधिक कंपन और संक्षारणिक वातावरण से बचाएं।नीचे एक ड्रिप ट्रे पर विचार करें, खासकर महत्वपूर्ण अनुप्रयोगों के लिए या जहां रिसाव आसपास के उपकरणों को नुकसान पहुंचा सकता है।
2.उठाना और स्थिति:
· उपयुक्त उठाने वाले उपकरणों (पट्टियां, लिफ्ट) का उपयोग करें और बिंदुओं को उठाने के लिए निर्माता दिशानिर्देशों का पालन करें (अक्सर फ्रेम पर निर्दिष्ट या विशिष्ट बोल्ट का उपयोग करते हुए)।कभी भी रिश्ता नहीं उठाएं।
• ध्यान से इकाई को अपनी नींव पर कम करें, यह सुनिश्चित करें कि यह स्तर बना रहता है।यदि आवश्यक हो तो इसे डिजाइन करें।

3.पाइपिंग कनेक्शनः
· संरेखणः सुनिश्चित करें कि पाइपवर्क को पीएचई नोजल के साथ पूरी तरह से संरेखित करता है।संरेखण में पाइपों को मजबूर करने से बचें, क्योंकि यह एक्सचेंजर फ्रेम और कनेक्शन पर दबाव डालता है, जिससे संभावित लीक या नुकसान होता है।थर्मल विस्तार और कंपन को समायोजित करने के लिए आवश्यक विस्तार जोड़ों या लचीले कनेक्टरों का उपयोग करें।
· कनेक्शन प्रकारः
··फ्लाईडः उपयुक्त गस्केट का उपयोग करें (अक्सर PHE लाइनर द्वारा आपूर्ति की जाती है यदि रबर-आखिर, अन्यथा तरल पदार्थ के साथ संगत अलग फ्लांज गस्केट का उपयोग करें)।एक क्रॉसक्रॉस पैटर्न में फ्लाई बोल्ट को समान रूप से कसें।विशेष रूप से टैप किए गए फ्रेम प्लेट कनेक्शन पर अत्यधिक कस न करें।
··थ्रेड: उपयुक्त सीलेंट या टेप का उपयोग करें।दो पेंचों को नियोजित करें- एक PHE कनेक्शन फर्म को पकड़ने के लिए और एक संभोग फिटिंग को कसने के लिए- PHE कनेक्शन को टॉर्क प्रसारित करने से रोकने के लिए, जो आंतरिक सील को नुकसान पहुंचा सकता है।
·प्रवाह दिशा: निर्दिष्ट प्रवाह कॉन्फ़िगरेशन के अनुसार पाइप को कनेक्ट करें (उदाहरण के लिए,इष्टतम दक्षता के लिए काउंटर-वर्तमान प्रवाह सबसे आम है)।इनलेट और आउटलेट बंदरगाहों को आमतौर पर स्पष्ट रूप से चिह्नित किया जाता है।
·सपोर्टः स्वतंत्र रूप से गर्मी एक्सचेंजर पर अपने वजन को सहन करने से रोकने के लिए सभी कनेक्टिंग पाइपवर्क का समर्थन करें।
4.सहायक उपकरणः
· रखरखाव के लिए सभी इनलेट और आउटलेट बंदरगाहों पर अलगाव वाल्व स्थापित करें।
· कणों के फाउलिंग से संकीर्ण प्लेट चैनलों की रक्षा के लिए पीएचई इनलेट्स के ऊपर की ओर स्ट्रेनर्स स्थापित करने पर विचार करें।
· प्रदर्शन की निगरानी के लिए इनलेट्स और आउटलेट्स पर दबाव गेज और तापमान सेंसर आवश्यक हैं।
· स्टार्टअप के दौरान हवा को शुद्ध करने की सुविधा के लिए उच्च बिंदुओं पर एयर वेंट स्थापित करें।
• सुनिश्चित करें कि सुरक्षा राहत वाल्व सही ढंग से स्थापित हैं यदि सिस्टम दबाव पीएचई की डिजाइन सीमाओं से अधिक हो सकता है।
5.हाइड्रोस्टैटिक परीक्षण (Hydrostatic Test)
प्रक्रिया तरल पदार्थों को पेश करने से पहले, एक हाइड्रोस्टैटिक परीक्षण करें।धीरे-धीरे पानी के साथ एक्सचेंजर के एक तरफ भरें, हवा को वेंट करें।धीरे-धीरे निर्दिष्ट परीक्षण दबाव में दबाव बढ़ाना (आमतौर पर अधिकतम ऑपरेटिंग दबाव के 1.3 से 1.5 गुना, लेकिन हमेशा निर्माता के विनिर्देशों से परामर्श करें)।एक निश्चित समय के लिए दबाव बनाए रखें (उदाहरण के लिए, 30 मिनट) और गस्केट, कनेक्शन या फ्रेम से किसी भी बाहरी रिसाव के लिए पूरी तरह से निरीक्षण करें।डिप्रेशन करें, ड्रेन करें, और दूसरी ओर प्रक्रिया को दोहराएं।पते किसी भी लीक पाया (अक्सर मामूली, यहां तक कि सहिष्णुता के भीतर कसने की आवश्यकता होती है, या संभावित रूप से फिर से गैस्केटिंग / पुनर्मिलन यदि मुद्दे जारी रहते हैं)।
6.इन्सुलेशन (यदि आवश्यक हो):
यदि अनुप्रयोग में महत्वपूर्ण तापमान अंतर शामिल है और ऊर्जा संरक्षण या कर्मियों के संरक्षण की आवश्यकता है, तो पीएचई फ्रेम और संभावित रूप से कनेक्शन को इन्सुलेट करें।सुनिश्चित करें कि इन्सुलेशन रोते हुए छेद को कवर नहीं करता है या निरीक्षण के लिए पहुंच को बाधित नहीं करता है।
अपने इंस्टॉल करते समय समस्या निवारणप्लेट प्रकार हीट एक्सचेंजर
• बाहरी लीक:अक्सर क्षतिग्रस्त / असंगत गैस्केट, या असमान कसने के कारण।फिर से समानांतर की जांच करें; सहिष्णुता के भीतर थोड़ा तंग करें।यदि लगातार, विघटन और निरीक्षण की आवश्यकता होती है।
· आंतरिक लीक (क्रॉस-संदूषण): आमतौर पर एक छिद्रित प्लेट (कक्षन, क्षरण, दबाव झटका) या गंभीर रूप से विफल गैस्केट के कारण होता है।विघटन, प्लेट निरीक्षण (यदि आवश्यक हो तो डाई प्रवेश परीक्षण), और क्षतिग्रस्त घटकों की प्रतिस्थापन की आवश्यकता होती है।
· कम थर्मल प्रदर्शन / उच्च दबाव ड्रॉप: अक्सर फाउलिंग (स्केलिंग, तलछट, जैविक विकास), गलत प्लेट असेंबली (बाइपसिंग), या ऑपरेटिंग स्थितियों के कारण डिज़ाइन से काफी विचलित (उदाहरण के लिए,खराब होने के कारण खराब हो रही है)सफाई (सीआईपी या मैनुअल) अक्सर आवश्यक है।असेंबली और ऑपरेटिंग पैरामीटर सत्यापित करें
· गैस्केट विफलता: रासायनिक असंगतता, अत्यधिक तापमान, ओवर-कंप्रेशन, या सरल उम्र बढ़ने के परिणामस्वरूप हो सकता है।सही गस्केट सामग्री चयन सुनिश्चित करें और कसने के विनिर्देशों का पालन करें।रखरखाव के दौरान नियमित निरीक्षण महत्वपूर्ण है।
स्थिरता की कुंजी है विस्तार
एक प्लेट गर्मी एक्सचेंजर की विधानसभा और स्थापना केवल यांत्रिक कार्य नहीं हैं; वे महत्वपूर्ण इंजीनियरिंग प्रक्रियाएं हैं जो सीधे सिस्टम की दक्षता, विश्वसनीयता और सुरक्षा को प्रभावित करती हैं।इन विस्तृत चरणों का पालन करके और संभावित बाधाओं को समझकर, आप यह सुनिश्चित कर सकते हैं कि आपकी प्लेट गर्मी एक्सचेंजर उच्च प्रदर्शन और लंबे सेवा जीवन प्रदान करता है जिसके लिए डिज़ाइन किया गया था।
शंघाई गर्मी हस्तांतरण उपकरण कंपनी,लिमिटेड प्लेट गर्मी एक्सचेंजर और पूर्ण गर्मी हस्तांतरण प्रणालियों के डिजाइन, विनिर्माण, स्थापना और सेवा में माहिर है।
यदि आपको अधिक सलाह और चर्चा की आवश्यकता होती है, तो कृपया स्वतंत्र महसूस करें हमसे संपर्क करें.
ईमेलः info@shphe.com
WhatsApp / सेल: 86 15201818405



